Machine vision is one of the key technologies of Industry 4.0. Its application drives industrial automation and offers a significant increase in productivity and efficiency. Want to know more about this technology and the advantages it can bring to businesses? Read on to find out!
What is Machine Vision?
Machine vision is a field of artificial intelligence (AI) that focuses on developing systems capable of interpreting, analyzing and understanding images or videos. These systems are developed to replicate the human ability to interpret the world visually. The goal is for computers and machines to be able to understand visual content and act in a certain way, based on pre-established parameters.

Involving algorithms and image processing techniques, machine vision can extract useful and meaningful information from visual data and then make decisions quickly and effectively. This technology can be used in different sectors and various tasks, such as recognizing objects, detecting patterns, tracking movement, and facial recognition, among others. For example, machine vision can be used in video security systems and in autonomous vehicles to recognize obstacles.
Although this technology has many applications in different areas, in this article we will focus on the power of machine vision in industry.
The Power of Machine Vision in Industry
The potential of machine vision in the industry is tremendous and can improve production processes, quality and efficiency. These are some of the main applications of these systems in industry:
- Quality Control: Machine vision can be used to inspect products and identify defects quickly and precisely. This can be integrated into a production line, helping to reduce costs and ensure product quality;
- Pick and Place: Machine vision is often used to guide industrial robots, allowing them to identify and locate objects, performing pick and place tasks accurately and safely;
- Process Monitoring: It can be used to monitor industrial processes in real-time;
- Visual Data Analysis: This technology can help in analyzing large volumes of visual data, such as images from sensors and cameras, to extract valuable information.
These are just a few examples of the most common applications of machine vision in industry, but the possibilities are vast and varied. With the constant advancement of technology, increasingly sophisticated and effective systems emerge that open doors to greater automation and quality in industrial processes.
Our Projects With Machine Vision
- CNC Machining Line For Aluminum Parts
In this production line, developed by ESI Robotics, in addition to the processes of handling parts and feeding the CNC machines, the quality control process is managed fully automatically, integrating artificial vision: dimensional control.
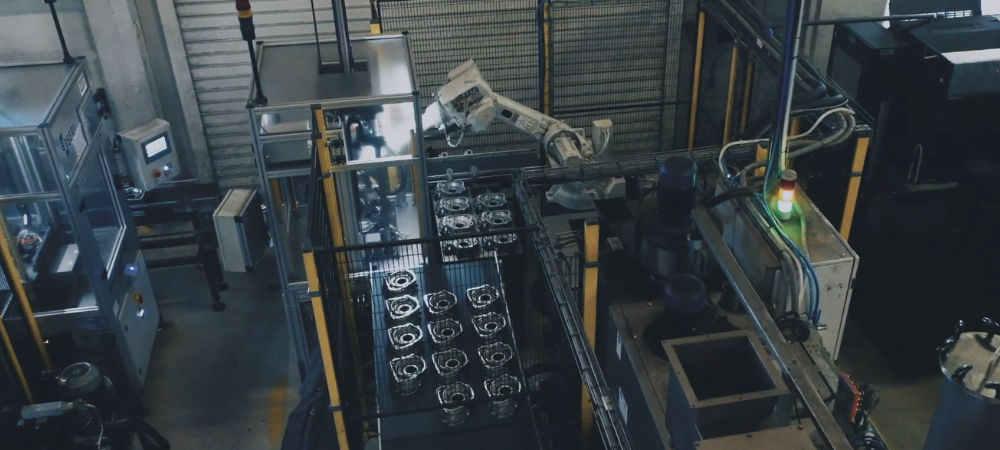
- Multi-Processes Automation
In the case of the solution developed for the plastics industry, the cell integrates artificial vision, to inspect the quality of the parts (visual inspection if the part has defects or not). If the part is defective (NOK), the vision cell communicates to the robot, which places it in the part rejection zone. When the parts are compliant, the robot places them in the boxes and starts packing.

See also: Digital Manufacturing: Discover the Robotic Solution we develop for INEGI